Injection molding is one of the most versatile and cost-effective manufacturing processes today. From toys and kitchen gadgets to critical automotive and medical components, injection molded parts are all around us.
But how exactly does this magical process work? And what makes it so popular across different industries?
In this complete guide, as a plastic injection molding manufacturer, I will share how injection molding works, its key benefits, types of injection molding machines, critical process parameters, and more.
An Overview of Injection Molding
Injection molding is a manufacturing process used to produce identical plastic parts in large volumes. It works by melting plastic pellets and injecting them under high pressure into a mold. As the material cools, it solidifies into the shape of the mold.
The advantages of injection molding include:
- Cost-effectiveness: Ideal for mass production thanks to low cost per part
- Precision: Tight tolerances down to ±0.005 inches are possible
- Material flexibility: Compatible with all thermoplastics and some other materials
- Complexity: Intricate parts with fine details can be produced
- Consistency: Produces identical, high-quality parts batch after batch
Because of these benefits, injection molding is popular across diverse industries such as automotive, medical, aerospace, consumer products, and more. From a simple pipette tip to an entire car bumper, injection molding brings all kinds of plastic designs to life.
Now let’s look under the hood to understand how this process actually works.
How Injection Molding Works Step-By-Step
While injection molding may seem straightforward on the surface, a lot happens behind the scenes to produce a quality part.
Here are the key stages:
1. Raw Material Preparation
The raw material for injection molding is plastic pellets or powder. Common plastics used include polyethylene (PE), polypropylene (PP), acrylonitrile butadiene styrene (ABS), polycarbonate (PC) and nylon.
These material granules are dried to remove moisture and then fed into a hopper on the molding machine. The hopper acts as a reservoir that steadily supplies material for molding.
2. Melting the Plastic
From the hopper, the plastic granules enter a heated barrel. A rotating screw inside pushes and mixes the material forward as heat is applied.
Frictional heat from the screw, combined with external heating bands around the barrel, melt the plastic into a liquid. This molten material collects at the front of the screw, ready for injection.
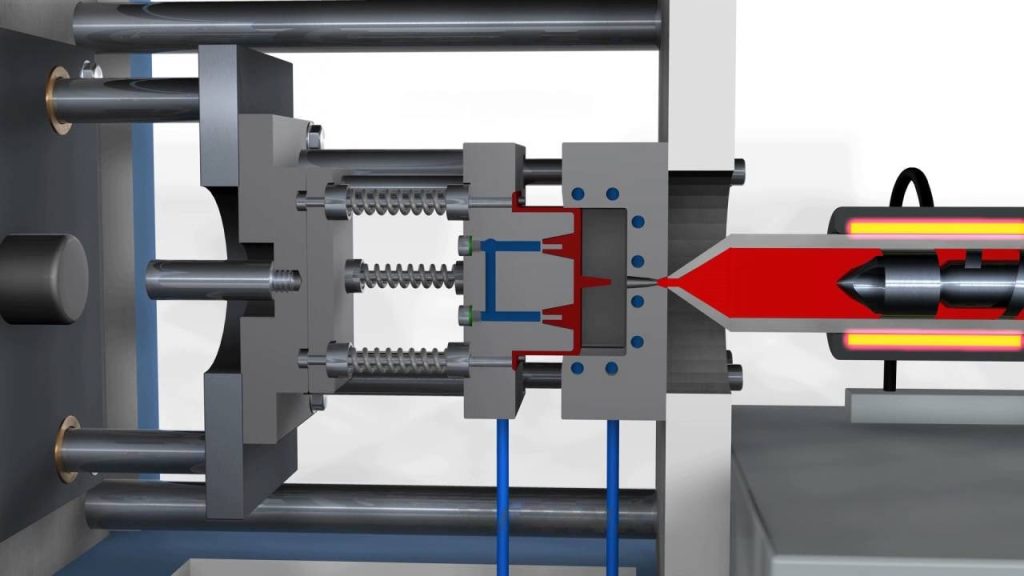
3. Injection Into the Mold
Next, the liquid plastic is injected into the mold through a gate and runner system under high pressure – anywhere between 10,000 to 40,000 psi based on part size and complexity.
The mold contains an impression of the required part geometry machined to extremely fine accuracies. As the material fills this cavity, it starts to cool and harden.
4. Clamping and Cooling
To prevent material leakage, the two halves of the mold are securely clamped together by a hydraulic press. The required clamping force depends on material viscosity and injection pressures.
During cooling, holding pressure is maintained on the material to prevent shrinkage or part deformation as it solidifies. Cooling lines in the mold accelerate this process.
5. Part Ejection
Once sufficiently firm, the mold opens and the finished plastic part gets ejected out typically by ejector pins. The mold closes again and the cycle repeats.
Post-molding operations like gate, runner and flash removal prepare the part for further processing or direct use.
And that’s injection molding in a nutshell! Seems straightforward but as you can imagine, each stage requires careful control and fine-tuning. Now let’s look at the different types of injection molding processes.
Types of Injection Molding Processes
While the core principles remain similar as outlined above, there are a few variants of injection molding tailored to different production requirements:
1. Thermoplastic Injection Molding
Thermoplastic injection molding is the most common type (~80% of all injection molding). As the name suggests, it uses thermoplastic resins that soften when heated and solidify upon cooling.
The most popular thermoplastics used here are polyethylene (PE), polypropylene (PP), acrylonitrile butadiene styrene (ABS), nylon and polyethylene terephthalate (PET).
Thermoplastic injection molding is highly suitable for high-volume production thanks to its speed, consistency and ability to reuse scrap material. Parts are also 100% recyclable.
Common examples include bottle caps, mechanical housings, automotive lenses, medical devices and consumer electronics.
2. Thermoset Injection Molding
Thermoset plastics use specialized resins that irreversibly cure when subjected to heat. Popular materials are epoxy, silicone and polyurethane (PU) thermosets.
The resulting parts cannot be melted down and reprocessed. However, thermosets offer superior thermal stability and chemical resistance compared to thermoplastics.
Typical applications are electrical components, precision gears and even golf ball covers!
3. Insert Molding
Insert molding refers to a two-shot molding process. First, an insert (metal component, ceramic, plastic) is placed in the mold cavity. Liquid plastic is then injected around it, embedding it permanently within the part after solidification.
The insert typically serves an electrical, mechanical or reinforcement purpose. For example, threaded brass inserts allow for secure mechanical fastening while shielding inserts provide EMI/RFI protection.
4. Overmolding
Similar to insert molding, but instead of an internal insert, here plastic is molded over an existing component to coat it fully or partially. The underlying part is called the substrate.
Overmolding provides functional, aesthetic or ergonomic benefits to the substrate. Common examples are plastic coatings for metal components and rubber grips for tool handles.
Key Process Parameters
Molding high-quality parts consistently requires precise control over multiple parameters:
- Melt & mold temperature: Too cold and the plastic may not flow fully. Too hot and material can burn.
- Injection speed: Faster fills molds quickly but can cause jetting issues. Slower allows the material to cool prematurely.
- Holding pressure: Maintains material integrity as it solidifies. Insufficient pressure causes sink marks while excessive pressure damages molds.
- Cooling time: Balances production speed with sufficient solidification to ensure dimensional accuracy.
- Clamping force: Prevents material leakage between mold halves during injection.
Juggling all these factors is no easy feat! But with scientific molding principles and modern process control equipment, injection molding machines can achieve exceptional precision and repeatability.
The Bottom Line
And there you have it! A quick rundown of what injection molding is, how it transforms tiny plastic pellets into complex, identical parts as well as the different types of the process available.
With benefits like precision, flexibility and cost-effectiveness, it’s no wonder injection molding has become indispensable across diverse industries today. From tiny medical instruments to large automotive panels, this technology easily scales production from 1,000 units to over 1,000,000 units.
So the next time you come across an injection molded part, take a moment to appreciate the engineering excellence behind it! Because it’s likely more complex than it looks.









